Le brassage tout grain
Pour trouver son kit à bière et ingrédients : Bénéficiez de 5% de réduction sur tout le site avec le code promo «UNIVERSBIERE23» 
Pour commander des ingrédients : Bénéficiez de 5% de réduction avec le code promo «UNIVERSBIERE» 
Pour commander des ingrédients :Bénéficiez de 5% de réduction sur tout le site avec le code promo «lenainbrasseur» 
Schéma des différentes étapes du brassage tout grain (merci Aurélien), cliquer pour agrandir :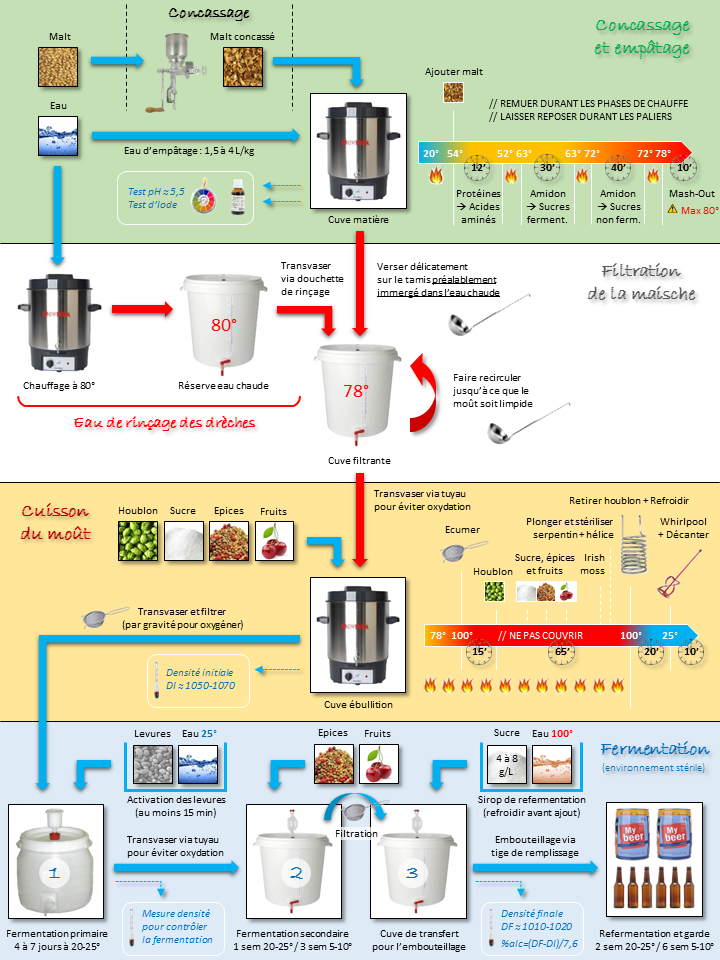
Le Brassage
1 ère étape : Préparation du matériel, nettoyage, désinfection

L'endroit le mieux adapté au brassage est la cuisine. Rassembler tout le nécessaire afin d'éviter de courir à la recherche du matériel manquant pendant le brassage. D’une manière générale tout le matériel de brassage doit être nettoyé avant et après son utilisation, un simple rinçage à l’eau claire est déjà un bon début. Il faudra être plus vigilant avec le matériel qui va entrer en contact avec le moût refroidi avant fermentation et la bière en fermentation, celui-ci devra être scrupuleusement nettoyé puis désinfecté (chemipro OXI (percarbonate de soude), star san...). Plus d'information dans la rubrique nettoyage et désinfection. Attention à bien nettoyer les cuves, barboteurs, joints, robinets et les couvercles. Une des clés de la réussite est la propreté ! La contamination du brassin par des bactéries risque de le mener directement à sa perte plutôt que dans votre bouche, triste fin en perspective...
2 ème étape : Concassage du malt
 L'opération de concassage du malt consiste, comme son nom l'indique, à écraser les grains de malt afin de les réduire en farine grossière. Le malt séché est broyé dans un concasseur à cylindres striés ou un moulin à malt. Pendant ce concassage, le contenu du grain est expulsé de son enveloppe. Ceci a pour but de réduire le malt et de permettre une meilleure extraction des enzymes et des sucres. La difficulté de cette étape est de trouver un bon compromis de réglage de la finesse de la mouture, il ne faut pas qu'elle soit trop épaisse car l'extraction du sucre sera mauvaise. Mais il ne faut pas qu'elle soit trop fine car les farines risquent de poser problème lors de la filtration des drêches. Un moulin à malt est l'outil le plus adapté. Le concassage du malt peut être effectué la veille, la mouture peut se conserver quelques jours en conservant ses qualités dans un récipient de préférence couvert. Voir la technique du «grain conditioning» pour améliorer le concassage.
L'opération de concassage du malt consiste, comme son nom l'indique, à écraser les grains de malt afin de les réduire en farine grossière. Le malt séché est broyé dans un concasseur à cylindres striés ou un moulin à malt. Pendant ce concassage, le contenu du grain est expulsé de son enveloppe. Ceci a pour but de réduire le malt et de permettre une meilleure extraction des enzymes et des sucres. La difficulté de cette étape est de trouver un bon compromis de réglage de la finesse de la mouture, il ne faut pas qu'elle soit trop épaisse car l'extraction du sucre sera mauvaise. Mais il ne faut pas qu'elle soit trop fine car les farines risquent de poser problème lors de la filtration des drêches. Un moulin à malt est l'outil le plus adapté. Le concassage du malt peut être effectué la veille, la mouture peut se conserver quelques jours en conservant ses qualités dans un récipient de préférence couvert. Voir la technique du «grain conditioning» pour améliorer le concassage.
3 ème étape : Empâtage
 L'empâtage est la première étape du brassage, qui consiste à tremper le malt concassé dans de l'eau chaude afin de procéder à l'extraction de l'amidon contenu dans le malt. Le mélange malt concassé et eau s'appelle la maische. L'opération se nomme « empâtage » en raison de l'aspect pâteux du mélange eau malt. La quantité d'eau et la température de la maische dépendent du profil de brassage choisi, bien mélanger le tout afin qu'il n'y ait pas de grumeaux.
L'empâtage est la première étape du brassage, qui consiste à tremper le malt concassé dans de l'eau chaude afin de procéder à l'extraction de l'amidon contenu dans le malt. Le mélange malt concassé et eau s'appelle la maische. L'opération se nomme « empâtage » en raison de l'aspect pâteux du mélange eau malt. La quantité d'eau et la température de la maische dépendent du profil de brassage choisi, bien mélanger le tout afin qu'il n'y ait pas de grumeaux.
4 ème étape : Profil de brassage
Il existe plusieurs techniques de brassage, voici les principales réalisées dans le brassage amateur :
Le brassage par infusion mono-palier à chauffage direct :
Il s'agit de la technique de brassage la plus simple à réaliser. Cette méthode anglo-saxonne est souvent utilisée pour le brassage des ales.
Le malt concassé est ajouté dans une cuve avec de l'eau chaude. Il faut compter entre 2,5 et 3,5L d'eau d'empâtage par kg de malt, selon si l'on veut obtenir une maische liquide ou épaisse. Le tout est mélangé puis maintenu à la température de 68°C en chauffant de temps en temps si nécessaire pendant 1 à 2 heures. Il s'agit d'une température favorisant la dégradation de l'amidon par les amylases, enzymes contenue dans le malt (cf. rubrique biochimie pour plus de détails), ce qui permet un bon ratio d'extraction de sucres fermentescibles (pour l'alcool) et non fermentescibles (pour la rondeur). Cette étape peut être réalisée dans une cuve filtre directement par soucis de gain de place et de matériel.
Le brassage par infusion multi-paliers à chauffage direct :
Méthode de brassage traditionnelle du Nord de la France et de la Belgique. Le malt concassé est mélangé a de l'eau dans une cuve matière qui est directement chauffée par le dessous. Il faut compter entre 2,5 et 3,5L d'eau d'empâtage par kg de malt, selon si l'on veut obtenir une maische liquide ou épaisse. Il faut ajouter le grain dans l'eau et bien mélanger afin d'éliminer l'air emprisonné et les grumeaux. La maische n'a pas besoin d'être constamment remuée, il est cependant nécessaire de le faire de temps en temps afin d'uniformiser la température et d'éviter une caramélisation du fond de la cuve pendant la forte chauffe. La difficulté de cette technique de brassage est de maintenir une température juste et constante, viser une marge de manoeuvre de +/- 2°C sur les températures de paliers. Le brasseur doit réguler la durée de cuisson du malt aux différents paliers de température afin d'avoir une décomposition parfaite et d'extraire un bon ratio de sucres fermentescibles/non fermentescibles. Plus un moût renferme des sucres fermentescibles, plus la bière contiendra de l'alcool et sera mince en bouche. Plus un moût renferme de sucres non fermentescibles, plus la bière sera onctueuse et moelleuse.
Le brassage par décoction multi-paliers :
C'est une méthode de brassage originaire d'Allemagne, plus complexe que l'infusion. Elle permet de tirer un meilleur rendement et résultat avec l'utilisation de céréales non maltées notamment. Elle convient bien aux bières limpides et claires comme les pils parce que la transformation de l'amidon est maximale. Le mélange malt et eau chaude est placé dans la cuve matière. Un certain volume calculé de la maische est prélevé et est porté à ébullition dans une autre cuve puis réintroduit dans la cuve matière. cette ébullition favorise la gelatinisation de l'amidon, notamment celui des céréales non maltées. Ce processus permet aussi d'élever la température de l'ensemble de la maische dans le but d'obtenir la température de palier voulue. Cette opération est répétée à chaque changement de palier (généralement 63°C, 72° voire 78°C), on parle alors de méthode à une, deux ou trois trempes, selon le nombre de paliers effectué.
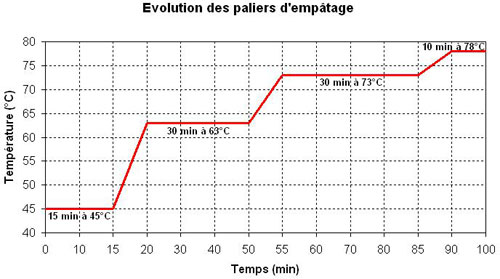
Différents paliers de brassage pour le multi palier et leur rôle :
Palier beta-glucane (facultatif) : Le beta glucane est un polymère de glucose que l'on trouve dans la couche de protéines qui entoure les molécules d'amidon dans les grains. On trouve du beta-glucane en grande concentration dans le seigle et l'avoine et en quantité moins importantes dans le blé et l'orge surtout si ces céréales ne sont pas maltées. Dans les malts modernes bien transformés la quantité de beta-glucane n'est généralement pas un problème car il est dégradé lors du touraillage du malt. La beta-glucanase est l'enzyme qui permet de dégrader les molécules de beta-glucane, elle s'active entre 35 et 55°C et fonctionne de manière optimale à 45°C, attention à ne pas dépasser 60°C pour ne pas dénaturer cette enzyme.
En cas de constat de trouble et de difficultés de filtration il peut être intéressant de faire un palier de 15 minutes entre 35 et 55°C avec les malts qui poseraient des soucis.
On constate généralement un aspect gluant et visqueux quand on utilise du malt de seigle et d'avoine c'est lié à la grande concentration de beta-glucane dans ces céréales qui reste même après le processus de maltage. En cas d'utilisation importante de ces malts dans une recette il peut-être intéressant de faire un palier de 15 minutes à 45°C avec le malt de seigle ou d'avoine afin de réduire le beta-glucane et donc la visquosité et optimiser grandement la filtration. Cela peut également être fait avec seulement une partie de ces malts spéciaux afin de garder leur intérêt visqueux au niveau de l'apport de corps et de texture dans la bière mais de faciliter quand même un peu la filtration.
Pour réaliser ce palier, il suffit de prélever une petite partie de l'eau d'empâtage (environ 4 fois le volume de grains dont on veut réduire le beta-glucane) et de faire chauffer à 45°C pendant 15 minutes les grains concernés concassés puis ensuite de mélanger le tout à l'empâtage avec les autres malts.
Palier protéinique (facultatif) : porter la maische à une température entre 45 et 55°C. Dans ces températures, les protéines complexes et non solubles du malt se transforment en acides aminés par l'action combinée de l'eau et des enzymes (protéinases et peptidases) qui sont réactivées. Ce palier dure entre 10 et 20 minutes et a une vraie utilité avec des malts peu transformés ou des céréales crues, il peut être nuisible avec l'utilisation de malts bien transformés. Il permet ainsi de transformer les protéines responsables du trouble la bière mais peut également nuire à la bonne tenue de la mousse. La qualité actuelle du malt étant bonne, c'est donc un palier a effectuer ou non selon les profils de bières ou bien si l'on constate un trouble anormal.
Palier de saccharification ou amylolytique : s'effectue entre 60°C et 65°C, le palier de saccharification permet la formation de sucres fermentescibles. La beta amylase décompose l'amidon en brisant la chaîne moléculaire et les dextrines par leurs extrémités, créant ainsi du dextrose et du maltose qui sont fermentescibles. Cette action a lieu en combinaison avec l'alpha amylase qui décompose les chaînes d'amidon par le centre, la beta amylase ne pouvant s'attaquer qu'à leurs extrémités. Cette étape dure entre 30 minutes et 1h. Il existe un moyen pour vérifier que le palier est terminé, le test à la teinture d'iode. Il suffit de prélever une cuillère de moût de la verser dans un petit récipient et d'y ajouter quelques gouttes de teinture d'iode. L'iode ne doit pas changer de couleur, si la couleur vire au violet, il reste de l'amidon dans le moût, prolonger la durée du palier et refaire un test un peu plus tard. Ne pas reverser l'échantillon dans la cuve, l'iode est dangereux pour la santé.
Palier de saccharification : entre 68°C et 75°C, le palier de saccharification permet cette fois la formation de sucres non fermentescibles. A ces températures la beta amylase se dégrade laissant le champ libre à l'alpha amylase qui décompose l'amidon en dextrines, sucres non fermentescibles. Cette étape dure entre 30 et 90 minutes.
Palier d'inhibition des enzymes ou mash out (facultatif) : consiste à élever la température à 78°C en fin de brassage pendant 10 minutes environ. La chaleur permet de détruire les enzymes, de conserver ainsi l'équilibre du brassin (il n'y aura plus de transformation enzymatique lors des variations de température ultérieures) et de solubiliser les sucres, améliorant ainsi le rendement du brassage et facilitant le rinçage des drêches. Il vaut mieux ne pas dépasser 80°C au risque de solubiliser l'amidon qui troublerait la bière et d'extraire les tanins des grains pouvant causer une astringence anormale de la bière.
5 ème étape : Filtration - rinçage des drêches
 Quand le brassage est terminé, transvaser la maische dans la cuve de filtration, laisser reposer quelques minutes. Pendant la phase de transfert, il faut limiter au maximum l'oxygénation de la maische afin de limiter son oxydation. Les résidus de malt concassé appelés drêches vont décanter et former un « gâteau » au fond de la cuve filtre. Dans un premier temps ne pas mélanger ce gâteau devenu véritable filtre naturel il est capable de retenir les plus petites particules de farine. C'est à cette étape que l'on peut juger de la qualité de concassage du malt, un malt concassé de manière trop grossière ne permettra pas un bon filtrage et une bonne extraction des sucres. Un malt concassé trop fin rendra une meilleure extraction des sucres mais risque de bloquer le filtre et créer une couche difficilement perméable ce qui va rendre le filtrage très long et difficile.
Quand le brassage est terminé, transvaser la maische dans la cuve de filtration, laisser reposer quelques minutes. Pendant la phase de transfert, il faut limiter au maximum l'oxygénation de la maische afin de limiter son oxydation. Les résidus de malt concassé appelés drêches vont décanter et former un « gâteau » au fond de la cuve filtre. Dans un premier temps ne pas mélanger ce gâteau devenu véritable filtre naturel il est capable de retenir les plus petites particules de farine. C'est à cette étape que l'on peut juger de la qualité de concassage du malt, un malt concassé de manière trop grossière ne permettra pas un bon filtrage et une bonne extraction des sucres. Un malt concassé trop fin rendra une meilleure extraction des sucres mais risque de bloquer le filtre et créer une couche difficilement perméable ce qui va rendre le filtrage très long et difficile.
 Une fois le gâteau de drêches formé, commencer à ouvrir le filtre, le moût s'écoule mais il comporte encore des particules solides. Il nécessitera donc d'être repassé dans le filtre, cette opération s'appelle la re-circulation du moût. Prélever les premiers litres de moût dans un autre contenant, cette étape dure le temps que le moût soit moins trouble. Reverser le moût prélevé délicatement dans la cuve de filtration. Maintenant il suffit de faire couler le moût clair dans la cuve d'ébullition via un tuyau pour éviter l'oxydation. Lorsque la cuve de filtration est presque vide, commencer le rinçage des drêches avec une eau préalablement chauffée à 78-80°C.
Une fois le gâteau de drêches formé, commencer à ouvrir le filtre, le moût s'écoule mais il comporte encore des particules solides. Il nécessitera donc d'être repassé dans le filtre, cette opération s'appelle la re-circulation du moût. Prélever les premiers litres de moût dans un autre contenant, cette étape dure le temps que le moût soit moins trouble. Reverser le moût prélevé délicatement dans la cuve de filtration. Maintenant il suffit de faire couler le moût clair dans la cuve d'ébullition via un tuyau pour éviter l'oxydation. Lorsque la cuve de filtration est presque vide, commencer le rinçage des drêches avec une eau préalablement chauffée à 78-80°C.
 La quantité nécessaire pour le lavage des drêches est de l'ordre de 2L d'eau par kg de malt, il vaut mieux viser un volume désiré de moût avant ébullition. Le grain retient une partie de son poids en eau, il faut également prendre en compte l'évaporation lors de l'ébullition. Pour un brassin de 22L il me faut environ 26L de moût avant ébullition, la quantité d'eau de rinçage est de l'ordre de 12L environ. Verser l'eau de rinçage au dessus des drêches en petite douche pour ne pas abîmer le gâteau de drêches. L'opération de rinçage permet d'extraire le maximum de sucres qui restent encore dans les drêches. Il existe plusieurs techniques de rinçage détaillées ici.
La quantité nécessaire pour le lavage des drêches est de l'ordre de 2L d'eau par kg de malt, il vaut mieux viser un volume désiré de moût avant ébullition. Le grain retient une partie de son poids en eau, il faut également prendre en compte l'évaporation lors de l'ébullition. Pour un brassin de 22L il me faut environ 26L de moût avant ébullition, la quantité d'eau de rinçage est de l'ordre de 12L environ. Verser l'eau de rinçage au dessus des drêches en petite douche pour ne pas abîmer le gâteau de drêches. L'opération de rinçage permet d'extraire le maximum de sucres qui restent encore dans les drêches. Il existe plusieurs techniques de rinçage détaillées ici.
 Pour améliorer l'extraction des sucres on peut remélanger les drêches après un premier rinçage. Cette opération doit se faire robinet fermé et une nouvelle recirculation du moût est nécessaire ensuite car il sortira très trouble après cette étape. Le rinçage est terminé une fois que la quantité de moût pour l'ébullition est atteinte. Selon la quantité de grain, la finesse de concassage et le type de filtre l'opération peut prendre plus ou moins de temps. Une filtration lente permet de récupérer plus de sucres, l'eau chaude favorise cette extraction. Si l'écoulement ne se fait pas bien, faire quelques trous avec un couteau dans le gateau ou remélanger le gateau et effectuer une recirculation.
Pour améliorer l'extraction des sucres on peut remélanger les drêches après un premier rinçage. Cette opération doit se faire robinet fermé et une nouvelle recirculation du moût est nécessaire ensuite car il sortira très trouble après cette étape. Le rinçage est terminé une fois que la quantité de moût pour l'ébullition est atteinte. Selon la quantité de grain, la finesse de concassage et le type de filtre l'opération peut prendre plus ou moins de temps. Une filtration lente permet de récupérer plus de sucres, l'eau chaude favorise cette extraction. Si l'écoulement ne se fait pas bien, faire quelques trous avec un couteau dans le gateau ou remélanger le gateau et effectuer une recirculation.
6 ème étape : Cuisson du moût - houblonnage
 Le moût encore chaud doit maintenant être amené à ébullition forte, le début de l'ébullition s'accompagne souvent d'une formation de mousse assez impressionnante, il ne faut pas se faire surprendre par les débordements. La mousse disparaît au bout de quelques minutes de cuisson. Une fois l'ébullition forte atteinte on ajoute les houblons amérisants suivant la recette. Il est conseillé de mettre le houblon dans un sac à houblon afin de limiter la propagation de résidus solides dans le moût et ça sera plus facile pour le retirer à la fin. Agitez régulièrement le moût afin d'extraire le maximum d'arômes de houblon. Lors de l'ajout du houblon, le moût moussera moins grâce aux huiles essentielles qu'il contient. Ne pas couvrir totalement la cuve d'ébullition, il faut laisser le moût s'évaporer et notamment le diméthylsulfure (DMS) qui apparaît lors de la cuisson du moût et qui peut provoquer des faux goût. Les différentes techniques de houblonnage sont décrites ici.
Le moût encore chaud doit maintenant être amené à ébullition forte, le début de l'ébullition s'accompagne souvent d'une formation de mousse assez impressionnante, il ne faut pas se faire surprendre par les débordements. La mousse disparaît au bout de quelques minutes de cuisson. Une fois l'ébullition forte atteinte on ajoute les houblons amérisants suivant la recette. Il est conseillé de mettre le houblon dans un sac à houblon afin de limiter la propagation de résidus solides dans le moût et ça sera plus facile pour le retirer à la fin. Agitez régulièrement le moût afin d'extraire le maximum d'arômes de houblon. Lors de l'ajout du houblon, le moût moussera moins grâce aux huiles essentielles qu'il contient. Ne pas couvrir totalement la cuve d'ébullition, il faut laisser le moût s'évaporer et notamment le diméthylsulfure (DMS) qui apparaît lors de la cuisson du moût et qui peut provoquer des faux goût. Les différentes techniques de houblonnage sont décrites ici.
On peut également remarquer dans le moût, des flocons blanchâtres en activité, il s'agit des albumines ou de la cassure à chaud. Ces albumines sont formées par la coagulation des protéines du malt sous l'effet de la chaleur. Par ailleurs, tout un processus de réactions chimiques se fait lors du brassage comme l' isomérisation des acides alpha du houblon et des réactions de Maillard.
 Mélanger le moût de temps en temps, en fin de cuisson, selon la recette, ajouter les houblons aromatiques et éventuellement le sucre et les épices afin d'apporter des saveurs supplémentaires au moût. Dans le cas d'un refroidissement avec un serpentin refroidisseur en cuivre, le plonger dans le moût 15 minutes avant la fin de l'ébullition afin de le stériliser. Quand arrive la fin, couper le feu, retirer les sachets de houblons et les épices éventuelles. On remarque bien les nuages d'albumines en mouvement dans le moût. Au fur et à mesure ces albumines se précipitent au fond de la cuve , elles seront éliminées plus tard lors de la décantation et du Whirlpool. Les albumines améliorent la formation de mousse sur la bière, il vaut mieux tout de même minimiser leur quantité pour une bière moins trouble.
Mélanger le moût de temps en temps, en fin de cuisson, selon la recette, ajouter les houblons aromatiques et éventuellement le sucre et les épices afin d'apporter des saveurs supplémentaires au moût. Dans le cas d'un refroidissement avec un serpentin refroidisseur en cuivre, le plonger dans le moût 15 minutes avant la fin de l'ébullition afin de le stériliser. Quand arrive la fin, couper le feu, retirer les sachets de houblons et les épices éventuelles. On remarque bien les nuages d'albumines en mouvement dans le moût. Au fur et à mesure ces albumines se précipitent au fond de la cuve , elles seront éliminées plus tard lors de la décantation et du Whirlpool. Les albumines améliorent la formation de mousse sur la bière, il vaut mieux tout de même minimiser leur quantité pour une bière moins trouble.
7 ème étape : Refroidissement du moût - Whirlpool
 Il existe plusieurs techniques de refroidissement du moût (naturelle, serpentin refroidisseur, échangeur à plaques). Dans tous les cas, il est important de refroidir le moût le plus vite possible parce que les infections se forment facilement à des températures entre 20 et 70°C. Comme nous parcourons ces températures lors du refroidissement il est très important d'utiliser des matériaux propres et stériles.
Il existe plusieurs techniques de refroidissement du moût (naturelle, serpentin refroidisseur, échangeur à plaques). Dans tous les cas, il est important de refroidir le moût le plus vite possible parce que les infections se forment facilement à des températures entre 20 et 70°C. Comme nous parcourons ces températures lors du refroidissement il est très important d'utiliser des matériaux propres et stériles.
Le refroidissement naturel peut être long et périlleux pour le moût alors exposé à un risque accru d'infection tant qu'il n'est pas fermenté. Si vous choisissez cette méthode transférez le moût chaud dans le fermenteur puis fermez le de façon hermétique. Le placer au frais et bien sûr ensemencer le plus rapidement possible une fois suffisament refroidi.
 Si vous êtes équipé d'un serpentin refroidisseur, le nettoyer puis le plonger dans la casserole de moût 10 minutes avant la fin de l'ébullition pour le stériliser. S'il ne rentre pas on peut refroidir dans la cuve de fermentation. Ensuite brancher une extrémité du tuyau au robinet d'eau froide. L'autre tuyau se place dans un grand seau ou dans l'évier. Ouvrir le robinet, l'eau circule dans le serpentin et refroidit le moût par échange thermique. Contrôler la température du moût pour atteindre une température de 20°C environ. Agitez légèrement afin de favoriser l'échange thermique. Une fois le moût refroidi, retirer le serpentin.
Si vous êtes équipé d'un serpentin refroidisseur, le nettoyer puis le plonger dans la casserole de moût 10 minutes avant la fin de l'ébullition pour le stériliser. S'il ne rentre pas on peut refroidir dans la cuve de fermentation. Ensuite brancher une extrémité du tuyau au robinet d'eau froide. L'autre tuyau se place dans un grand seau ou dans l'évier. Ouvrir le robinet, l'eau circule dans le serpentin et refroidit le moût par échange thermique. Contrôler la température du moût pour atteindre une température de 20°C environ. Agitez légèrement afin de favoriser l'échange thermique. Une fois le moût refroidi, retirer le serpentin.
Nous allons maintenant procéder à un Whirlpool (effet tourbillon) pour séparer les derniers solides (albumines, résidus de houblon, épices…) du liquide. A l'aide d'une grande cuillère ou du fourquet mettre le moût en rotation, la force centrifuge va permettre aux particules solides de se rassembler au centre de la cuve. Le moût peut maintenant être soutiré dans la cuve de fermentation.
8 ème étape : préparation de la levure et de la fermentation

 Certains producteurs de levures préconisent la réhydratation de la levure sèche avant son utilisation, en effet encore déshydratée elle n’est pas prête à affronter les conditions agressives du moût (pH, température, sucres…) directement en sortie de sachet. Il faut donc la laisser doucement se réveiller dans de l’eau environ 30 minutes. Pour cela remplir un demi verre d'eau tiède (25-30°C) préalablement stérilisée (bouillie), la température ne doit pas excéder 35°C sinon risque de tuer la levure ! Ensuite verser le sachet de levure dans le verre, ne pas trop mélanger. Au bout de quelques minutes celle-ci va se réactiver et une mousse va se former dans le verre, signe que l'activité cellulaire reprend. Cette étape permet de favoriser le développement de la levure et d'obtenir une fermentation plus vigoureuse car la dose de levure sera maximale et celle-ci ne subira pas de choc osmotique.
Certains producteurs de levures préconisent la réhydratation de la levure sèche avant son utilisation, en effet encore déshydratée elle n’est pas prête à affronter les conditions agressives du moût (pH, température, sucres…) directement en sortie de sachet. Il faut donc la laisser doucement se réveiller dans de l’eau environ 30 minutes. Pour cela remplir un demi verre d'eau tiède (25-30°C) préalablement stérilisée (bouillie), la température ne doit pas excéder 35°C sinon risque de tuer la levure ! Ensuite verser le sachet de levure dans le verre, ne pas trop mélanger. Au bout de quelques minutes celle-ci va se réactiver et une mousse va se former dans le verre, signe que l'activité cellulaire reprend. Cette étape permet de favoriser le développement de la levure et d'obtenir une fermentation plus vigoureuse car la dose de levure sera maximale et celle-ci ne subira pas de choc osmotique.
On peut éventuellement se passer de l'étape de réhydratation car certains fabricants assurent une dose de levure suffisante pour résister à un ensemencent direct dans le moût pour des densités faibles à moyennes, mais ils préconisent une réhydratation pour les bières à forte densité. Cela évite également une manipulation et une exposition à une infection.
Les études et tests n’ont pas montré de différences flagrantes entre un brassin ensemencé directement et un autre avec réhydratation et ce sujet alimente toujours les débat, chacun pourra donc se faire son idée sur la question.
Il est possible d'ajouter la levure dans le moût sans la tuer quand la température de celui-ci est inférieure à 25°C. Il faut idéalement ensemencer à la température de fermentation requise par la levure pour l’habituer aux conditions de fermentation et éviter de la stresser. Ensuite bien mélanger le tout avec une grande spatule désinfectée afin d'aérer le moût au maximum, la levure a besoin d'oxygène pour son activité cellulaire. Si vous avez un densimètre c'est le bon moment pour prélever le contenu d'une éprouvette de moût pour l'étape suivante, quelques gouttes suffiront si vous avez un réfractomètre. Ensuite recouvrir la cuve avec le couvercle et placer le barboteur dans le trou prévu à cet effet.
9 ème étape : mesure de la densité initiale
 On mesure la densité du moût à l'aide d'un densimètre ou bien d'un réfractomètre. Verser l'échantillon prélevé dans une éprouvette suffisament remplie afin d'avoir une mesure de densité correcte au densimètre ou bien déposer quelques gouttes sur le prisme du réfractomètre. Ne pas remettre le moût prélevé dans la cuve afin d'éviter une contamination. La mesure de densité avant fermentation va permettre de connaître la teneur en sucre initialement présente (densité initiale), mais elle sera également utile pour connaitre le taux d'alcool final de la bière. Plus la densité initiale est élevée, plus la bière sera forte en alcool.
On mesure la densité du moût à l'aide d'un densimètre ou bien d'un réfractomètre. Verser l'échantillon prélevé dans une éprouvette suffisament remplie afin d'avoir une mesure de densité correcte au densimètre ou bien déposer quelques gouttes sur le prisme du réfractomètre. Ne pas remettre le moût prélevé dans la cuve afin d'éviter une contamination. La mesure de densité avant fermentation va permettre de connaître la teneur en sucre initialement présente (densité initiale), mais elle sera également utile pour connaitre le taux d'alcool final de la bière. Plus la densité initiale est élevée, plus la bière sera forte en alcool.
La Fermentation
 Placer la cuve de fermentation dans un endroit sec, propre, peu lumineux et à température plutôt constante entre 18 et 22°C dans le cas d'une levure de fermentation haute. Certaines levures développent des saveurs désagréables au-dessus de ces températures. Si la température est inférieure à 18°C, la levure arrêtera probablement son travail et la fermentation sera interrompue. Pour une levure de fermentation basse placer la cuve à température entre 10 et 15°C. Une température trop forte ne sera pas favorable pour le goût et une température trop faible ne permettra pas un bon développement des levures.
Placer la cuve de fermentation dans un endroit sec, propre, peu lumineux et à température plutôt constante entre 18 et 22°C dans le cas d'une levure de fermentation haute. Certaines levures développent des saveurs désagréables au-dessus de ces températures. Si la température est inférieure à 18°C, la levure arrêtera probablement son travail et la fermentation sera interrompue. Pour une levure de fermentation basse placer la cuve à température entre 10 et 15°C. Une température trop forte ne sera pas favorable pour le goût et une température trop faible ne permettra pas un bon développement des levures.
Remplir modérément le barboteur avec de l'eau et du chemipro ou bien avec un alcool fort et placer le petit capuchon rouge dessus (ce n'est pas un bouchon hermétique).
La fermentation de la bière subit un déroulement unique qui obéit au cycle de vie de la levure, pour des raisons pratiques on la distingue souvent en 3 phases.
1- La phase de respiration ou d'adaptation (en anglais «lag time»)
Durée : quelques heures à un jour à la température requise par la levure utilisée.
Pendant les premières heures (cela peut durer jusqu'à 24h si la dose de levure est trop faible ou bien que la levure n'est pas très en forme) qui suivent l'inoculation du moût par la levure, la présence d'oxygène permet la multiplication cellulaire des levures, l'oxygénation du moût, la santé et le type de levure ainsi que la température sont des facteurs cinétiques importants. Il s'agit de la phase de respiration et de multiplication des levures en aérobie (présence d'oxygène). Plus d'infos dans la rubrique biochimie.
C'est pendant cette première étape qu'une mousse brune et crémeuse (le kräusen) visible depuis l'extérieur se forme à la surface du fermenteur. Ne pas écumer cette mousse, il s'agit d'une activité normale de la levure et également un bon indicateur de l'avancement de la fermentation.
2- La phase de fermentation primaire ou atténuante encore appelée fermentation tumultueuse (en anglais «primary» ou «attenuative» ou encore «log phase»)
Durée : quelques jours à une semaine à la température requise par la levure utilisée.
 L'oxygène ayant été consommé, les levures en suspension dans le moût se retrouvent en anaérobie, elles continuent de se multiplier jusqu'à atteindre le maximum de population et dégradent maintenant les glucides par un métabolisme fermentatif (glycolyse) qui conduit à la formation d'éthanol et de CO2. Plus d'infos dans la rubrique biochimie.
L'oxygène ayant été consommé, les levures en suspension dans le moût se retrouvent en anaérobie, elles continuent de se multiplier jusqu'à atteindre le maximum de population et dégradent maintenant les glucides par un métabolisme fermentatif (glycolyse) qui conduit à la formation d'éthanol et de CO2. Plus d'infos dans la rubrique biochimie.
C'est pendant ce temps que la fermentation sera la plus active car la présence de sucres fermentescibles est maximale. L'activité de la levure dégage beaucoup de CO2 qui provoque des « glouglous » incessants dans le barboteur, signe que la fermentation se déroule bien. Vérifier de temps en temps le niveau d'eau dans le barboteur et en rajouter si besoin. Le kräusen est toujours visible en surface du moût en fermentation. On peut constater que la pression dans le seau est forte, les niveaux du barboteur ne sont pas équivalents. Progressivement l'activité va commencer à se réduire et on ne constate plus trop de « glouglous » dans le barboteur et que le couvercle de la cuve n'est plus trop bombé par la pression. On peut aussi voir que les niveaux du barboteur sont à peu près équivalents. La fermentation n'est néanmoins pas terminée et il ne faut surtout pas embouteiller de suite !
Etape facultative : Transfert de cuve
![]() C'est également après cette étape de fermentation primaire qu'il est possible d’effectuer un transfert de cuve afin de supprimer une partie des levures mortes au fond de la cuve, mais aussi de supprimer les résidus du brassage (houblon, proteines coagulées) et de la fermentation (kräusen). Ceci permet d'obtenir une bière plus limpide et moins de dépot dans le fond des bouteilles, surtout si le seau de fermentation n'est pas manipulé avec précaution avant l'embouteillage.
Mais ce transfert de cuve est assez controversé car il expose la bière à un risque de contamination et d’oxydation. Le transfert est facultatif étant donné la durée de fermentation assez courte pour un brassin de faible ou moyenne densité de fermentation haute il y a peu de chance de transmettre des faux goût à la bière liés par exemple à l’autolyse de la levure. Le transfert sera plutôt utile dans le cas des bières de fermentation basse et les bières de fermentation haute avec une haute densité parce que les durées de fermentation secondaire seront plus importantes.
Dans tous les cas il sera nécessaire de réaliser plus tard à un transfert de cuve avant de procéder à l'embouteillage.
C'est également après cette étape de fermentation primaire qu'il est possible d’effectuer un transfert de cuve afin de supprimer une partie des levures mortes au fond de la cuve, mais aussi de supprimer les résidus du brassage (houblon, proteines coagulées) et de la fermentation (kräusen). Ceci permet d'obtenir une bière plus limpide et moins de dépot dans le fond des bouteilles, surtout si le seau de fermentation n'est pas manipulé avec précaution avant l'embouteillage.
Mais ce transfert de cuve est assez controversé car il expose la bière à un risque de contamination et d’oxydation. Le transfert est facultatif étant donné la durée de fermentation assez courte pour un brassin de faible ou moyenne densité de fermentation haute il y a peu de chance de transmettre des faux goût à la bière liés par exemple à l’autolyse de la levure. Le transfert sera plutôt utile dans le cas des bières de fermentation basse et les bières de fermentation haute avec une haute densité parce que les durées de fermentation secondaire seront plus importantes.
Dans tous les cas il sera nécessaire de réaliser plus tard à un transfert de cuve avant de procéder à l'embouteillage.
![]() A remarquer sur la photo les traces marron du kräusen sur le haut du seau. Le fond de la cuve est composé de dépôt de levure, de résidus de houblon et de proteines de malt coagulées.
A remarquer sur la photo les traces marron du kräusen sur le haut du seau. Le fond de la cuve est composé de dépôt de levure, de résidus de houblon et de proteines de malt coagulées.
Voici comment procéder si vous souhaitez réaliser un transfert de cuve :
- Désinfecter le robinet de la cuve.
- Désinfecter le bout de tuyau et le second seau de fermentation.
- Placer le tuyau sur le robinet (permet d'éviter l'oxydation de la bière).
- Retirer le barboteur (sinon aspiration du liquide !)
- Vider la bière dans le second seau, si du dépôt passe ce n'est pas grave il y aura un second transfert avant l'embouteillage.
- Replacer le couvercle et le barboteur.
Attention au barboteur lors du déplacement du seau de fermentation, les déformations du plastique provoquent une aspiration de son contenu dans la cuve ! Il vaut mieux le retirer pour la manœuvre.
3- La phase de fermentation secondaire, phase stationnaire, calme ou garde (en anglais «conditioning» ou «stationary phase»)
Durée : 2 à 3 semaines à la température requise par la levure utilisée + éventuellement 1 semaine de garde à froid à température très basse.
 Une fois la fermentation bien avancée, la levure commence à sentir le manque de matières fermentescibles, l’activité se retrouve donc progressivement réduite et la levure se retrouve à consommer les sucres plus difficiles à transformer comme le maltotriose. Par ailleurs ce sont aussi certains composants non désirables comme le diacétyle et l’acétaldehyde qui sont réabsorbés pendant cette phase de fermentation plus calme.
La levure commence à entrer en phase de repos et sombre dans le fond de la cuve de fermentation pour créer un sédiment. Pendant la phase de sédimentation la levure produit du glycogène qui permet de la maintenir en dormance. L’activité ne provoque plus beaucoup voire aucun «glouglou» dans le barboteur, c’est normal et il n’est pas nécessaire de rajouter du sucre ou de levure pour relancer la fermentation à cette étape.
Une fois la fermentation bien avancée, la levure commence à sentir le manque de matières fermentescibles, l’activité se retrouve donc progressivement réduite et la levure se retrouve à consommer les sucres plus difficiles à transformer comme le maltotriose. Par ailleurs ce sont aussi certains composants non désirables comme le diacétyle et l’acétaldehyde qui sont réabsorbés pendant cette phase de fermentation plus calme.
La levure commence à entrer en phase de repos et sombre dans le fond de la cuve de fermentation pour créer un sédiment. Pendant la phase de sédimentation la levure produit du glycogène qui permet de la maintenir en dormance. L’activité ne provoque plus beaucoup voire aucun «glouglou» dans le barboteur, c’est normal et il n’est pas nécessaire de rajouter du sucre ou de levure pour relancer la fermentation à cette étape.
Etape facultative : phase de passage à froid (en anglais «cold crash»)
Lors des derniers jours avant embouteillage il est intéressant de conserver la bière à très basse température (1-5°C), si l'on dispose de telles conditions, afin de faire sédimenter le maximum de levures et résidus comme le houblon d’un dry hopping par exemple. Cette opération peut se faire rapidement au réfrigérateur ou en prenant un peu plus de temps dans un endroit froid (cave, garage, igloo...).
La fermentation secondaire peut prendre entre deux semaines et un mois, c'est une étape à ne pas négliger qui permet de finir tranquillement la fermentation de la bière. Pour que la fermentation puisse continuer son processus, je laisse la cuve encore 2 semaines au chaud car il arrive que la fermentation soit légèrement relancée après le transfert de cuve facultatif (je le fais car le déplacement du seau entre l'appartement et la cave remue trop le dépôt et me donne une bière trouble). Puis ensuite je descends le seau à la cave (entre 10 et 17°C selon la saison) pendant 2-3 semaines pour que la bière se clarifie et que les levures sédimentent. Pour une bière de fermentation basse toute la fermentation se déroule à la cave entre 10 et 15°C.
Si vous rencontrez des soucis avec la fermentation, les questions courantes sont abordées dans la rubrique FAQ sur la fermentation. Plus d'informations également dans les pages de techniques sur la fermentation haute et la fermentation basse en pratique.
L'embouteillage
L'embouteillage permet de conserver la bière afin de pouvoir la boire dans le futur. La fermentation transforme le sucre en alcool et en CO2 . Le but de la refermentation en bouteille est de dissoudre le CO2 dans la bière (carbonatation) car il reste cette fois enfermé dans la bouteille capsulée. Pour permettre la refermentation et donc une bonne carbonatation, il faut ajouter du sucre. Plus la concentration est grande, plus la carbonatation sera forte et plus la bière sera pétillante. Pour cette étape je rassemble un nombre suffisant de bouteilles de tailles et types divers selon mes besoins. Toutes les bouteilles sont ensuite mises à tremper dans une solution de désinfectant à l'oxygène actif (chemipro OXI) afin d'éviter tout problème d'infection en bouteille.
 Avant de procéder à l'embouteillage il est nécessaire de procéder à un transfert de seau afin de supprimer tous les résidus de fermentation. Ceci permet d'avoir une bière plus limpide et un dépôt en bouteilles plus faible. La méthode est la même que celle décrit à l'étape précédente pour le passage de la fermentation primaire à la secondaire. Pendant cette étape on peut aussi prélever un échantillon de bière afin de procéder à une mesure de densité. Celle-ci doit normalement être à son minimum (entre 1015 et 1005 selon les levures) car les sucres fermentescibles doivent être maintenant tous être transformés en alcool par les levures. La différence entre les densités initiale et finale donne par un petit calcul une estimation du taux d'alcool dans la bière.
Avant de procéder à l'embouteillage il est nécessaire de procéder à un transfert de seau afin de supprimer tous les résidus de fermentation. Ceci permet d'avoir une bière plus limpide et un dépôt en bouteilles plus faible. La méthode est la même que celle décrit à l'étape précédente pour le passage de la fermentation primaire à la secondaire. Pendant cette étape on peut aussi prélever un échantillon de bière afin de procéder à une mesure de densité. Celle-ci doit normalement être à son minimum (entre 1015 et 1005 selon les levures) car les sucres fermentescibles doivent être maintenant tous être transformés en alcool par les levures. La différence entre les densités initiale et finale donne par un petit calcul une estimation du taux d'alcool dans la bière.
Un outil de calcul est d'ailleurs disponible : Comment mesurer le taux d'alcool dans la bière ?
 Après le soutirage de la bière dans le second seau désinfecté, préparer un sirop de sucre selon le dosage que l'on veut avoir. Pour 20L de bière à 6g/L de sucre je dilue donc 120g de sucre dans 1/2L d'eau bouillante. Je laisse refroidir un peu puis j'ajoute doucement le sirop dans le seau en remuant sans trop oxygéner. Il est généralement conseillé d'ajouter entre 5 et 10 grammes de sucre par litre de bière. Avec 6g/L, le résultat est très satisfaisant, la bière est bien pétillante.
Après le soutirage de la bière dans le second seau désinfecté, préparer un sirop de sucre selon le dosage que l'on veut avoir. Pour 20L de bière à 6g/L de sucre je dilue donc 120g de sucre dans 1/2L d'eau bouillante. Je laisse refroidir un peu puis j'ajoute doucement le sirop dans le seau en remuant sans trop oxygéner. Il est généralement conseillé d'ajouter entre 5 et 10 grammes de sucre par litre de bière. Avec 6g/L, le résultat est très satisfaisant, la bière est bien pétillante.
Ne pas abuser sur la dose de sucre lors de l'embouteillage sinon la bouteille risque d'exploser ou se videra toute seule lors de son ouverture ! Si tel est le cas il s'agit d'un problème de « gushing » (jaillissement).
 Une fois que les bouteilles sont remplies, les capsuler à l'aide de la capsuleuse. Attention il existe deux standards de capsules, le diamètre 26mm pour les bouteilles classiques (25, 33 et 50cL) et le diamètre 29mm pour bouteilles type champenoises (37,5 et 75cL). Les bouteilles à bouchon mécaniques sont très appréciées aussi par les brasseurs amateurs, là encore elles sont réutilisables à souhait, vérifier de temps en temps l'état des caoutchoucs à désinfecter avec les bouteilles avant utilisation.
Une fois que les bouteilles sont remplies, les capsuler à l'aide de la capsuleuse. Attention il existe deux standards de capsules, le diamètre 26mm pour les bouteilles classiques (25, 33 et 50cL) et le diamètre 29mm pour bouteilles type champenoises (37,5 et 75cL). Les bouteilles à bouchon mécaniques sont très appréciées aussi par les brasseurs amateurs, là encore elles sont réutilisables à souhait, vérifier de temps en temps l'état des caoutchoucs à désinfecter avec les bouteilles avant utilisation.
La refermentation - Murissement
La refermentation
 Placer les bouteilles debout dans un endroit tempéré et à température stable entre 20 et 25°C. Laissez le tout reposer pendant 2-3 semaines le temps que la refermentation en bouteilles se fasse bien. Le sucre introduit lors de l'embouteillage va permettre aux levures de poursuivre leur processus et cette fois le gaz restant enfermé dans la bouteille, se mélangera à la bière la rendant ainsi gazeuse. On peut remarquer que la refermentation se passe bien par la présence d'un dépôt de levure (lie) dans le fond des bouteilles.
Placer les bouteilles debout dans un endroit tempéré et à température stable entre 20 et 25°C. Laissez le tout reposer pendant 2-3 semaines le temps que la refermentation en bouteilles se fasse bien. Le sucre introduit lors de l'embouteillage va permettre aux levures de poursuivre leur processus et cette fois le gaz restant enfermé dans la bouteille, se mélangera à la bière la rendant ainsi gazeuse. On peut remarquer que la refermentation se passe bien par la présence d'un dépôt de levure (lie) dans le fond des bouteilles.
Le murissement
 Une fois que la bière a pu refermenter en bouteilles, le lieu idéal pour le stockage des bouteilles est un endroit frais, sec et à l'abri de la lumière, par exemple une cave ou un garage. Voir ici pour le collage et décollage d'étiquettes.
Une fois que la bière a pu refermenter en bouteilles, le lieu idéal pour le stockage des bouteilles est un endroit frais, sec et à l'abri de la lumière, par exemple une cave ou un garage. Voir ici pour le collage et décollage d'étiquettes.
 Après le délai de refermentation, la bière serait buvable. Mais c'est là où il faut faire preuve de patience et attendre que la bière murisse en bouteilles. Une période de garde plus importante (1 à 2 mois) ne fera qu'affiner le goût de la bière, la rendant moins astringente. Il est possible de garder la bière en bouteille pendant plus d'un an, surtout pour les bières brunes et fortes en alcool. Le goût à la longue sera moins amer et tendra vers la madérisation, à essayer !
Après le délai de refermentation, la bière serait buvable. Mais c'est là où il faut faire preuve de patience et attendre que la bière murisse en bouteilles. Une période de garde plus importante (1 à 2 mois) ne fera qu'affiner le goût de la bière, la rendant moins astringente. Il est possible de garder la bière en bouteille pendant plus d'un an, surtout pour les bières brunes et fortes en alcool. Le goût à la longue sera moins amer et tendra vers la madérisation, à essayer !
Patience et persévérance sont les secrets du brasseur… sur ce, bon brassage !