Biochimie
Brassage
 Le brassage permet de transformer l'amidon contenu dans le malt en sucres moins complexes, assimilables par les levures, et selon la température de palier choisie, de favoriser un type de sucre ou une action.
Le brassage permet de transformer l'amidon contenu dans le malt en sucres moins complexes, assimilables par les levures, et selon la température de palier choisie, de favoriser un type de sucre ou une action.
Vers 45-50°C, les protéines du malt non solubles se transforment en acides aminés, par l'action combinée de l'eau et des enzymes (protéinases et peptidases) qui sont réactivés, ce palier est appelé palier protéolytique et dure entre 15 et 30 minutes. Il permet de transformer les protéines responsables du trouble la bière mais peut nuire à la bonne tenue de la mousse. Il est donc peu réalisé de nos jours car la qualité des malts est bonne. A faire si utilisation de beaucoup de céréales non maltées.
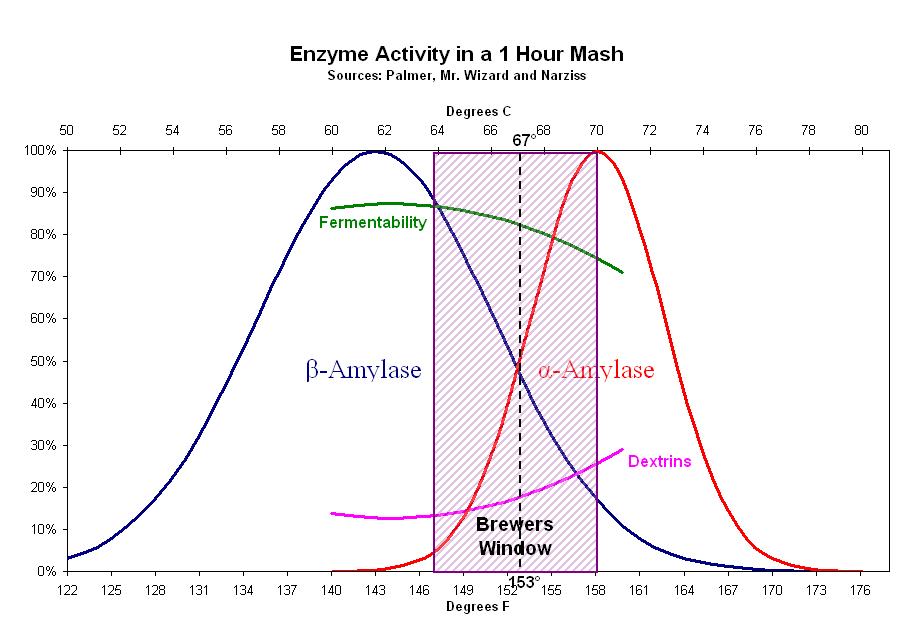
 Entre 60°C et 65°C, le palier de saccharification ou palier amylolytique permet la formation de sucres fermentescibles grâce à la décomposition de l'amidon. La beta amylase décompose l'amidon en brisant la chaîne moléculaire et les dextrines par leurs extrémités, créant ainsi du dextrose et du maltose, des sucres fermentescibles. Cette action a lieu en combinaison avec l'alpha amylase qui décompose les chaînes d'amidon par le centre, la beta amylase ne pouvant s'attaquer qu'à leurs extrémités. Cette étape dure en moyenne 30 minutes.
Entre 60°C et 65°C, le palier de saccharification ou palier amylolytique permet la formation de sucres fermentescibles grâce à la décomposition de l'amidon. La beta amylase décompose l'amidon en brisant la chaîne moléculaire et les dextrines par leurs extrémités, créant ainsi du dextrose et du maltose, des sucres fermentescibles. Cette action a lieu en combinaison avec l'alpha amylase qui décompose les chaînes d'amidon par le centre, la beta amylase ne pouvant s'attaquer qu'à leurs extrémités. Cette étape dure en moyenne 30 minutes.
 Entre 68°C et 75°C, le palier de saccharification permet cette fois la formation de sucres non fermentescibles. La beta amylase se dénature, ne laissant plus que l'alpha amylase en action qui décompose l'amidon en brisant la chaîne moléculaire par son centre, créant ainsi des dextrines, sucres non fermentescibles. Cette étape dure en moyenne 30 minutes.
Entre 68°C et 75°C, le palier de saccharification permet cette fois la formation de sucres non fermentescibles. La beta amylase se dénature, ne laissant plus que l'alpha amylase en action qui décompose l'amidon en brisant la chaîne moléculaire par son centre, créant ainsi des dextrines, sucres non fermentescibles. Cette étape dure en moyenne 30 minutes.
Au delà de 78°C, c'est le palier d'inhibition des enzymes ou mash out, d'une durée moyenne de 10 minutes. En détruisant les enzymes, on permet à notre brassin de conserver son équilibre acquis précédemment et de solubiliser les sucres, améliorant ainsi le rendement du brassage, et facilitant le rinçage des drêches. Il vaut mieux ne pas dépasser les 80°C, au risque de solubiliser l'amidon et de troubler la bière, et d'extraire les tanins des drêches conférant de l'astringence à la bière.
Le brasseur doit réguler la durée de cuisson du malt aux différents paliers de température afin d'avoir une décomposition parfaite et d'extraire un bon ratio de sucres fermentescibles/non fermentescibles. Plus un moût renferme des sucres fermentescibles, plus la bière contiendra de l'alcool et sera mince en bouche. Plus un moût renferme de sucres non fermentescibles, plus la bière sera onctueuse et moelleuse. Voici un aperçu de la composition du moût après brassage : entre 75 et 80% de matière dissoute soit entre 63 et 68% de sucres fermentescibles dont 65% de maltose ; 17,5% de maltotriose ; 5% de saccharose ; 12% de glucose et fructose.
Le schéma suivant montre l'activité enzymatique en fonction de la température au cours du brassage. Ainsi on peut visualiser à quelle température réaliser le brassage selon que l'on veuille plus ou moins de sucres fermentescibles ou non fermentescibles.
Nous allons voir par la suite la transformation de l'amidon au cours du brassage.
Gélatinisation de l'amidon
 Les granules d'amidon (en bleu) sont insolubles dans l'eau froide et n'y absorbent qu'un peu d'eau. Elles forment une masse en suspension qui sédimente rapidement une fois que l'agitation s'arrête. Dès que la température augmente (vers 50°C) les grains absorbent de plus en plus d'eau et gonflent. La quantité d'eau accumulée pendant le processus de gélatinisation peut dépasser 30 fois le poids initial du grain d'amidon. Pendant cette étape l'enveloppe granulaire commence à s'ouvrir et à se séparer du grain d'amidon, le grain perd ses macro molécules composées d'amylose qui se solubilisent à l'extérieur de celui-ci. A ce stade la structure du grain se détache et le processus de transformation devient irréversible, l'amidon gélatinise.
Les granules d'amidon (en bleu) sont insolubles dans l'eau froide et n'y absorbent qu'un peu d'eau. Elles forment une masse en suspension qui sédimente rapidement une fois que l'agitation s'arrête. Dès que la température augmente (vers 50°C) les grains absorbent de plus en plus d'eau et gonflent. La quantité d'eau accumulée pendant le processus de gélatinisation peut dépasser 30 fois le poids initial du grain d'amidon. Pendant cette étape l'enveloppe granulaire commence à s'ouvrir et à se séparer du grain d'amidon, le grain perd ses macro molécules composées d'amylose qui se solubilisent à l'extérieur de celui-ci. A ce stade la structure du grain se détache et le processus de transformation devient irréversible, l'amidon gélatinise.
Il faut savoir que chaque granule d'amidon a une fourchette de température de gélatinisation qui peut varier et que l'écart entre les premières granules et les dernières à être transformées peut être large. Chaque céréale a une fourchette de température de gélatinisation qui lui est propre, il faut donc faire attention lors des brassins avec plusieurs céréales à effectuer la gélatinisation séparément ou bien utiliser des céréales qui le sont déjà (flocons).
Une remarque intéressante, 90% de l'amidon de l'orge est composé de grosses granules d'amidon et 10% de petites. Les grosses granules seront gélatinisées aux températures de saccharification tandis que les petites ne le seront que totalement quand l'empatâge atteindra des températures plus élevées. Ceci explique le gain d'efficacité que peut entraîner le mash out ou bien un brassage par décoction en raison de la température élevée.
La gélatinisation est un procédé qui demande de l'eau pour le gonflement et la destruction des liaisons hydrogénées qui maintiennent la structure granulaire de l'amidon. Si l'eau est en quantité trop limitée en raison d'une forte concentration en amidon (par exemple une maische très dense), il se produit moins de gonflements des granules et une fusion de la structure granulaire de l'amidon va se produire. Ceci conduit à une augmentation du plafond de température de gélatinisation. Cette concentration peut aussi être causée par la présence de sucres ou autres solides dissous. Ceci est un des facteurs qui fait qu'une maische dense est moins efficace qu'une autre moins concentrée pour un même équipement donné.
Dès que l'amidon commence à gélatiniser la viscosité de la maische augmente, ceci peut facilement se remarquer lors du brassage mais aussi en cuisine. La raison de cela est la présence d'enzymes (en particulier l'α-amylase) qui vont commencer à détruire les molécules d'amylose et d'amylopectine dès qu'elles seront éjectées des granules d'amidon. Ce processus réduit la viscosité du moût, il est d'ailleurs appelé liquéfaction. Ce phénomène est d’ailleurs pris en compte pour éviter de brûler la maische pendant la chauffe d'une décoction en chauffant d'abord à 70-74°C avant de continuer à chauffer plus fort.
Une forte augmentation de la viscosité peut aussi devenir problématique avec certaines maiches aux céréales non maltées, particulièrement avec l'amidon de riz qui gonfle fortement. Ceci peut amener à brûler la maische et même à bloquer le mélangeur. Pour éviter cela il faut ajouter du malt aux céréales crues et un court palier de liquéfaction doit être maintenu entre 75 et 80°C (juste avant l'inhibition des enzymes) avant de faire chauffer plus fort.
Conversion enzymatique de l'amidon :
La conversion de l'amidon est un processus enzymatique dans lequel 4 types d'enzymes ont leur rôle. Les deux plus connues sont les α et β-amylases. Celles-ci travaillent sur les liaisons α-glycosidiques des molécules de l'amidon et des dextrines. Une autre enzyme, la dextrinase limite, est capable de détruire les liaisons α-1-6-glycosidiques qui forment les embranchements dans la molécule d'amylopectine. La dernière est la maltase, une enzyme capable de réduire des dissacharides ou polysaccharides en molécules de glucose. Mais comme cette enzyme est détruite au delà de 45°C, elle ne joue pas un rôle important dans le brassage.
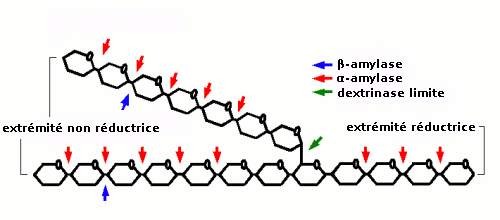
La composition et les différents liens d'une dextrine qui peuvent être hydrolisés par les diverses enzymes lors du brassage.
L'α-amylase est une enzyme qui peut séparer toutes les liaisons α-1-4 de l'amidon et des dextrines à l'exception de celles situées à un point de ramification. Cette opération de transformation des liaisons glycosidiques est appelée hydrolysation parce qu'elle consomme une molécule d'eau pour y arriver. C'est cette enzyme qui provoque une diminution rapide de la viscosité du moût et qui réagit lors du test à l'iode après la gélatinisation de l'amidon. l'α-amylase est efficace pour réduire l'amidon en dextrines plus petites mais n'est pas capable de produire des sucres fermentescibles.
La β-amylase arrive quant à elle beaucoup mieux à produire des sucres fermentescibles. La façon dont la β-amylase hydrolyse l'amidon et les grandes dextrines explique l'abondance de maltose produit dans le moût pendant le brassage. La β-amylase s'attache à l'extrémité non réductrice d'une chaîne de glucose et coupe des molécules de maltose les unes après les autres jusqu'à arriver à un point de ramification (lien α 1-6). Pour que la β-amylase puisse travailler sur les chaînes de glucose après les points de ramification, elle doit profiter de l'activité de l'α-amylase qui créée une extrémité non réductrice à chaque fois qu'elle sépare une chaîne de glucose ou une dextrinase limite qui peut elle même détruire les embranchements α 1-6. Pendant le brassage les α et β-amylases travaillent donc ensemble, l'α-amylase créée des sous chaînes (extrémité non réductrice) pour la β-amylase. Le procédé qui consiste à créer des sucres est appelé saccharification et arrive peu après la liquéfaction de la maische. Si l'on veut favoriser un moût hautement fermentable on maximisera l'activité de la β-amylase. Ce qui est souvent effectué en pratique.
L' α et la β-amylase ne peuvent pas à elles seules convertir tous les sucres de l'amidon. La raison de cela est la présence de liaisons α 1-6 dans l'amylopectine, le malt contient une enzyme qui peut les convertir : la dextrinase limite. Cette enzyme a des températures d'action comparables à la β-amylase (inférieur à 63°C). L'instabilité de température de la maische (63-40°C) ne permet pas vraiment à cette enzyme de travailler donc les dextrines limites (points d'embranchements qui résultent de l'activité des α et β-amylases) restent très souvent en grande majorité dans la maische. Mais comme on recherche en général une grande fermentabilité du moût, les dextrines résiduelles sont appréciées car elles contribuent au caractère de la bière.
La maltase est une enzyme travaillant entre 30 et 40°C et qui est capable de séparer un glucose simple depuis une fin non réductrice d'une chaîne de glucose (similaire à la β-amylase qui sépare une paire de glucoses depuis une fin non réductrice d'une chaîne de glucose). Le travail de cette enzyme n'a malheureusement pas beaucoup d'intérêt lors du brassage car à sa température d'activité il n'y a pas encore beaucoup de maltose. Si l'on veut profiter de l'action de cette enzyme pour augmenter le taux de glucose dans la maische, cette dernière doit subir un palier de saccharification entre 62 et 65°C, être refroidie à 40°C puis il faut y ajouter du malt frais pour introduire de nouvelles maltases. Après ce palier de 30 à 45 minutes à 40°C, la maische doit être de nouveau chauffée pour convertir l'amidon qui a été ajouté avec le nouveau malt. Ce type de brassage est utilisé pour certaines Weissbier allemandes qui ont besoin de moûts riches en glucoses afin de générer des esters.
La saccharase aussi appelée invertase demeure aussi active lors du brassage. Cette enzyme convertit le sucrose en glucose et fructose, mais comme la proportion de sucrose est insignifiante, l'activité de cette enzyme n'a qu'un faible impact sur le résultat de la composition du moût.
| Carbohydrate | Malt (en % de masse solide) | Moût (en % de masse solide) |
|---|---|---|
| Amidon | 85.8 | 0 |
| Dextrines | 2.5 | 22.2 |
| Maltotetraose | 0 | 6.1 |
| Maltotriose | 0.6 | 14.0 |
| Maltose | 1.0 | 41.1 |
| Sucrose | 5.1 | 5.5 |
| Glucose et Fructose | 3.8 | 8.9 |
| Total | 98.8 | 97.8 |
Les divers paramètres de brassage :
Les conditions de brassage comme la température, le temps, la proportion eau/grain ou encore le pH ont une influence sur les interactions entre les enzymes et les composants organiques et ont donc un effet sur la qualité du moût. C'est en contrôlant ces conditions que le brasseur peut fortement influer sur la composition du moût et donc sur les caractéristiques finales de la bière. Les conditions de brassage ont également un effet sur l'extraction des grains et donc le pourcentage d'utilisation. C'est pour cela que le brasseur doit bien connaître les conditions à appliquer lors du brassage car elles auront une incidence sur la future bière. Les paragraphes suivants détaillent les effets de divers paramètres appliqués lors du brassage.
Température et temps
Le brassage consiste à effectuer une série de paliers de température pendant des durées spécifiques, il s'agit de brassage à infusion multipaliers. Dans le cas le plus simple un palier peut suffire, cette méthode est appelée brassage à infusion monopalier. La température et le temps des paliers sont choisis de manière à favoriser ou non l'activité de certaines enzymes dans le grain. les effets de la température et du temps sur les réactions enzymatiques ont été vu dans les paragraphes précédents. La température optimale est différente pour chaque enzyme, l'efficacité dépend aussi de la durée pendant laquelle cette enzyme peut être active. Plus la température est faible, plus l'enzyme est active et plus la conversion par celle ci est productive si on lui laisse assez de temps pour travailler.
| Paramètre qualitatif | Température en °C |
|---|---|
| Conversion d'amidon (extraction) la plus forte | 65-68 |
| Saccharification la plus rapide (dextrinisation) | 70 |
| Rendement d'extrait fermentescible le plus élevé | 65 |
| Pourcentage de fermentabilité le plus élevé | 63 |
| Activité maximale de l'α-amylase | 70 |
| Activité maximale de la β-amylase | 60 |
Le brassage à 55°C permet de transformer environ 90% de l'extrait potentiel des grains, mais l'on choisit généralement des paliers à des températures plus importantes de manière à ce que l'amidon soit bien gélatinisé, cela permet aussi une utilisation plus efficace des enzymes.
La température de brassage et le temps on un impact direct sur la fermentabilité du moût produit pendant le brassage. Cette fermentabilité (ou atténuation potentielle) est le rapport entre les sucres fermentescibles (principalement glucose, maltose et maltotriose) et le total d'extraits. Puisque la plupart des extraits sont des carbohydrates la fermentabilité est directement liée au rapport entre les produits fermentables et non fermentables de l'amidon. Cet équilibre est contrôlé en contrôlant les activités de la β-amylase et de la dextrinase limite. Ces deux enzymes sont plus exposées à la chaleur que l'α-amylase et ce fait est utilisé dans le contrôle de leur activité, particulièrement dans le brassage par infusion.
Plus la β-amylase et la dextrinase limite ont la possibilité de travailler, plus le moût sera fermentescible. Dans un brassage par infusion ceci est contrôlé par la température, plus celle ci est élevée plus vite la β-amylase se dégradera et peu de sucres fermentescibles seront crées. A des températures plus faibles ces enzymes pourront travailler plus longtemps et produiront plus de sucres fermentescibles. Mais en raison de cette faible température les réactions prendront plus de temps a se produire et un brassage plus long sera nécessaire pour assurer une conversion suffisante de l'amidon. Il est a noter que l'activité de l'α-amylase est nécessaire pour produire assez d'extrémités non réductrices (particulièrement à partir des points d'embranchements de l'amylopectine) pour la β-amylase, celle-ci se produit déjà, même à des températures inférieures au seuil limite d'activité de l'α-amylase.
Une dépendance entre la fermentabilité du moût et les paliers de température a été montré. Dans un brassage multipalier, la fermentabilité est principalement contrôlée par la durée du palier de création de maltose entre 60 et 64°C.
pH et eau de brassage
Les effets du pH de la maische peuvent avoir un impact assez signifiant sur l'activité enzymatique, et comme le brassage est principalement composé de réactions enzymatiques il est nécessaire que le pH soit dans une fourchette acceptable. Le contrôle du pH permet aussi d'avoir un impact sur l'activité d'une enzyme précise. des recherches ont montré qu'un pH non adapté entraîne une extraction faible et un moût moins fermentescible. Les fourchettes de pH optimales sont décrites dans le tableau suivant :
| Enzyme | temperature optimale en °C | pH optimal |
|---|---|---|
| Maltase | 30-40 | 6.0 |
| Saccharase (Invertase) | 50 | 5.5 |
| Dextrinase limite | 60-62.5 | 5.1 |
| β-amylase | 60-65 | 5.4-5.6 |
| α-amylase | 72-75 | 5.6-5.8 |
Une confusion qui arrive fréquemment dans les discussions sur le pH lors du brassage est que celui ci change avec la température. La maische se comporte comme un acide faible qui se dissocie plus (en général libère plus d'ions H+) quand la température augmente. Le pH dans une maische à 65°C est d'environ 0,35 unité de pH plus faible et d'environ 0,45 unité plus faible à température de mash out (75°C) comparé au pH de la maische à température ambiante (25°C). Le pH optimal pour l'α-amylase a été déterminé à 5,3 à température ambiante, mais dans les conditions de brassage celui-ci est souvent conseillé à 5,7. La raison de cela : le pH de la maische est souvent mesuré avec un échantillon refroidit, on pourrait mesurer à température de brassage mais la plupart des équipements de mesure (papier pH, pHmètre) utilisés par les brasseurs sont calibrés pour des mesures d'échantillons refroidis.
L'α-amylase se stabilise par la présence d'ions calcium dans la maische. Bien que cela ait un effet sur la quantité d'amidon qui est convertie pendant le brassage, on n'observe pas vraiment son effet dans les expériences. Très probablement parce que l'α-amylase est déjà très stable aux températures classiques de brassage. Cet effet peut toutefois être utilisé pour le brassage de céréales où il est nécessaire de maintenir l'α-amylase active jusqu'à ce que l'amidon ait gélatinisé dans le but de limiter le mieux possible l'augmentation de la viscosité. La stabilité de la β-amylase n'est cependant pas affectée par les ions calcium et la concentration en calcium dans la maische et n'a donc aucun effet sur la fermentabilité du moût.
Proportion eau/grain
La concentration de la maische (rapport eau/grain) peut avoir un impact signifiant sur les performances du brassage. Une maische très épaisse (inférieure à 2L/kg de grains) est très difficile à remuer l'extraction se trouve réduite tandis que la conversion de l'amidon ralentit.
Une fourchette assez large peut être utilisée pour le brassage. Le brassage traditionnel à l'anglaise par exemple a tendance à être épais (2 à 2,5 L/kg) tandis qu'un brassage à l'allemande aura tendance à être plutôt liquide (3,5 à 5 L/kg). Une raison pour expliquer cette différence se trouve au niveau de l'équipement de brassage utilisé. En Angleterre on utilise traditionnellement une seule cuve de brassage non chauffée qui sert aussi de cuve de filtration, tandis qu'en Allemagne les brasseurs utilisent une cuve de brassage à chauffage direct qui nécessite de remuer la maische. Celle ci doit ensuite être pompée de/vers une cuve de décoction et ensuite vers la cuve de filtration.
Les amylases sont plus stables dans des maisches épaisses, notamment la β-amylase, ainsi une maische plus épaisse procure un moût plus fermentescible qu'une maische légère quand la température de brassage est élevée. Si une maische épaisse offre une protection pour les enzymes, celle-ci peut aussi réduire l'activité enzymatique en raison d'un manque d'eau entre les grains d'amidon et provoquer une sorte de compétition inhibitrice entre les sucres. En plus de cela la gélatinisation de l'amidon est plus lente et arrivera donc à plus hautes températures dans une maische épaisse. Les résultats montrent aussi qu'une maische légère produit un moût plus fermentescible à des températures de brassage normales.